Para realizar dicho calculo dentro de
una operación de embuticion primero que todo se debe tener en cuenta
la forma del embutido ya que con la forma del embutido se puede determinar el
desarrollo del embutido y poder así aplicar la formula la cual nos dará los
cálculos de desarrollo, por otra parte se debe tener en cuenta el numero de
operaciones en que se va a realizar el embutido para ello también se cuenta con
una ecuación la cual nos dará el numero de secuencias que debe tener el
embutido para ello se tiene en cuenta generalmente con el diámetro del embutido
y la altura por también se puede encontrar como ecuación para el
embutido la presión que debe ejercer el prensa chapa para evitar la deformación
de la lamina en el momento del embutido en este caso se tiene en cuenta los
diámetros y una constante de presión específica para cada material, por último
la ultima ecuación que utilizamos es la carga de embutido la cual como la
del punzo nado se tiene semejantes parámetros.
Determinación del diámetro del elemento a
embutir.
La determinación de las dimensiones de la chapa
de la que ha de salir el objeto embutido se basa en la igualdad de los
volúmenes de material del trozo de chapa inicial y el de la pieza embutida. La
importancia de la determinación del desarrollo se basa en tres necesidades
1. Economía del material
2. Facilidad de
embutición
3. Reducción del número
de útiles.
Los cálculos que se describen en los numerales
siguientes son aplicables a cuerpos huecos que tengan forma geométrica regular
y con sección circular. Para cuerpos irregulares no siempre se puede realizar
un cálculo exacto.
Haciendo la aproximación de que el espesor no
varía durante la embutición, será suficiente con encontrar la igualdad entre la
superficie de la embutición y la de corte.
Determinación del Número de Embutición.
La determinación del número de operaciones,
junto a la del diámetro del disco inicial son dos de las cuestiones más
importantes de los procesos de embutición. La necesidad de realizar el embutido
en dos o más pasadas viene determinada por la imposibilidad de que el material
pueda resistir la elevada tensión radial a que se le somete durante el proceso
de embutición debido a la relación existente entre el diámetro inicial del
disco y el diámetro del recipiente a embutir.
Las piezas embutidas de gran profundidad, o de
forma complicada no pueden ser obtenidas en una sola operación. Estas deben ser
deformadas en varias etapas y en matrices diferentes, acercándose progresivamente
a la forma definitiva.Cuanto mas pekeño es el diámetro del punzón respecto al
disco a embutir tanto mayor sera la presión necesaria para el embutido. Para
que esta presion no provoque la rotura de la chapa, esta no debe superar los
limites de resistencia del material. Los factores mas importantes que
influencian la calidad y la dificultad de las embuticiones son:
1. Características del
material: propiedades, tamaño de grano.
2. Espesor del material.
3. Tipo de embuticion:
simple doble o triple efecto.
4. Grado de reducciones.
5. Geometría de la
embuticion.
Para la determinación de las operaciones por el
método de coeficientes de reducción, se parte del calculo de la chapa plana y
se procede a multiplicar cada nuevo diámetro por un factor dependiente del tipo
de chapa hasta alcanzar el valor deseado.
En la siguiente figura se ilustra el proceso
donde D es el diámetro de desarrollo, d1 el diámetro de la
primera embuticion, d2 el de la segunda etc. Se tiene en
consecuencia lo siguiente:
d1 = K1 x D
d2 = K2 x d1
d3 = K2x d2
CALCULO DE LA SILUETA INICIAL:
La dimensión y geometría de la chapa inicial
se debe calcular en función del diseño de la pieza final a embutir por lo cual
la idea de partida general es que la superficie de chapa inicial corresponderá
al desarrollo de la pieza final embutida.
El área de la chapa inicial en el caso del vaso cilíndrico será
igual a la suma de las áreas de los elementos geométricos que forman el vaso
(círculo del fondo y cilindro de las paredes laterales), por lo tanto:
TASA LÍMITE DE EMBUTIDO:
Dependiendo del tipo de material, del espesor del mismo,
existe un límite en el diámetro a embutir, entendiendo que es necesario en la
mayoría de los casos, realizar varias operaciones de estampación, seguidas de
una serie de tratamientos térmicos con la finalidad de conseguir el diámetro y
altura adecuada.
El diámetro de la primera matriz de embutido se puede
determinar a partir una relación entre los diámetros del disco recortado y el
diámetro de la primera matriz, considerando un factor en función del
material. Este factor es el siguiente:
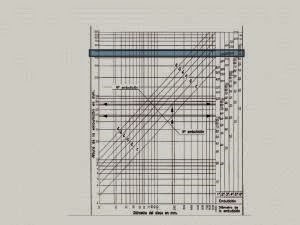
Para trabajos de mayor precisión se pueden hacer uso de
tablas y gráficos en las que se determinan los diámetros, las fases de
embutidos que hay que realizar.
ESPACIO ENTRE EL PUNZON Y LA MATRIZ:
Este espacio va a determinar la calidad
superficial de la pieza embutida. Cuando el espacio es pequeño se produce
un "planchado" del material obteniéndose mayor calidad y precisión
mientras que al aumentar este espacio pueden producirse arrugas debidas al
efecto de pandeo en algunas zonas de la pieza. Debemos considerar que
cuanto mayor sea este espacio o separación menor será el desgaste y
la fatiga de las herramientas.
Para el embutido, el huelgo entre el punzón y la matriz es de
aproximadamente 1.12 a 1.30 veces el espesor de la Planchas de acero a embutir,
mientras que para el troquelado este huelgo debe ser el mínimo posible, tomando
en cuenta las necesidades de evacuación de la pieza conformada, así como el
material a cortarse, ya que materiales excesivamente plásticos suelen adherirse
a la matriz e impiden el corte de la siguiente pieza, para lo cual se disponen
elementos de desbarbado, que se mueven inmediatamente después del punzón de
corte en la matriz.


































{kind=link}
{kind=link}
{kind=link}